模具非胶位部分设计细节
1、斜顶1
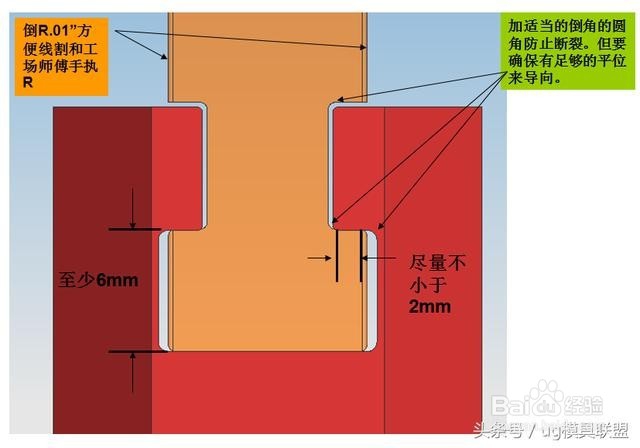
2、厚度最小用1/2”
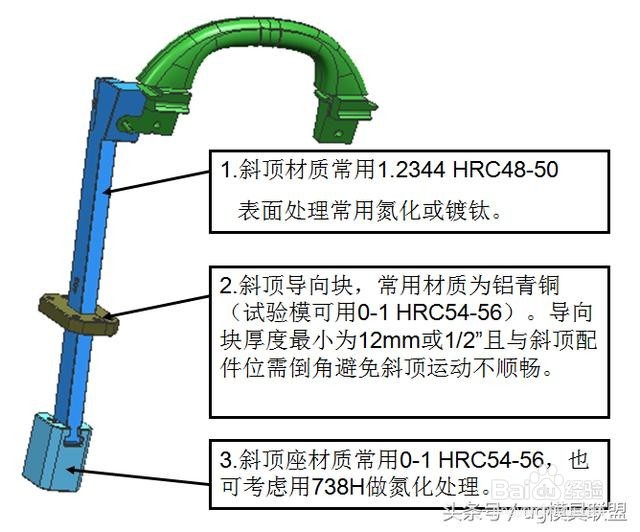
3、翔翼斜顶设计制作注意事项:设计篇
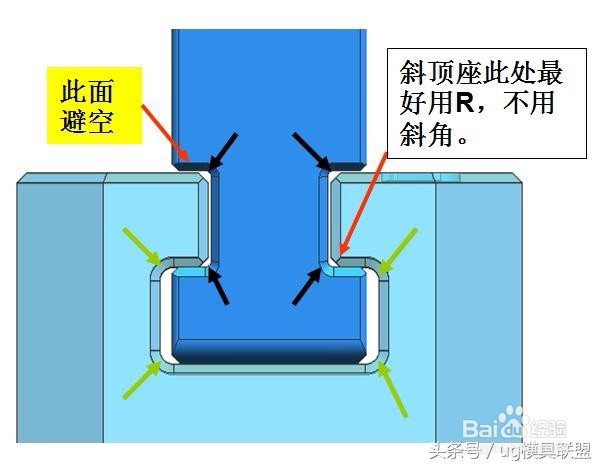
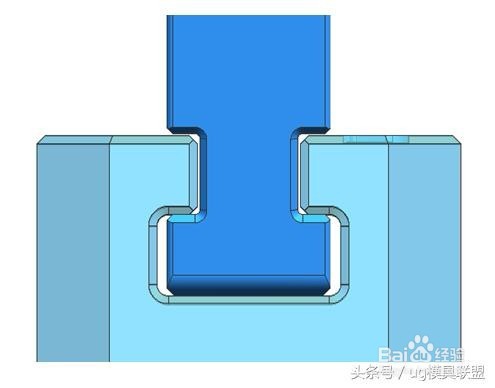
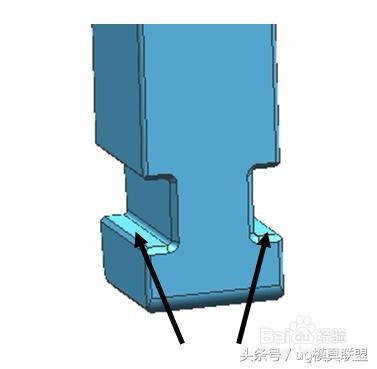
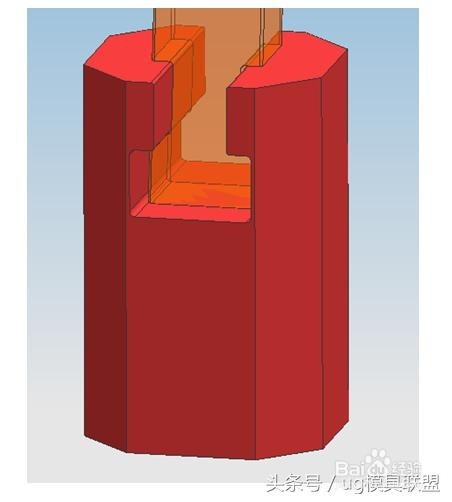
1.斜顶针设计时请注意斜顶及斜顶座上图所示的R尽可能大,常用R=1~2mm,避免断裂
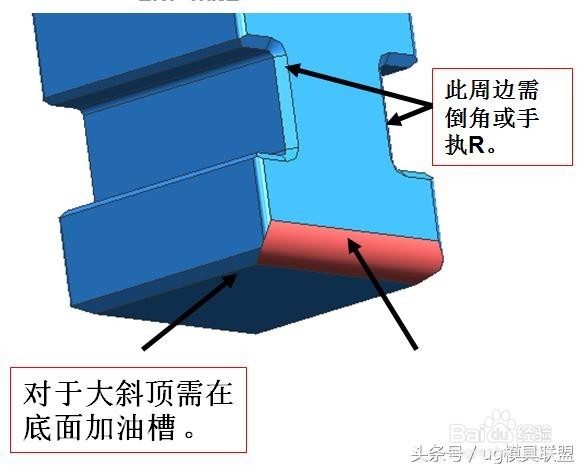
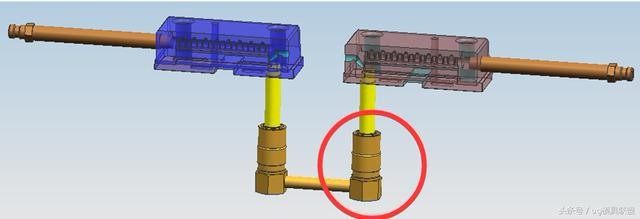
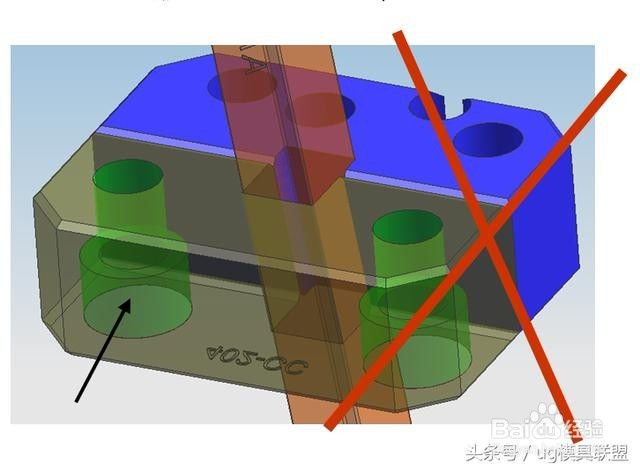
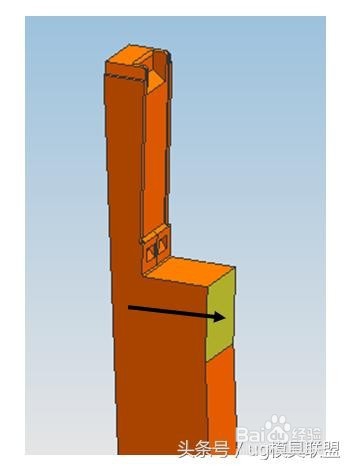
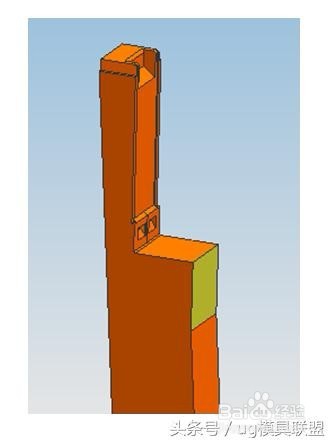
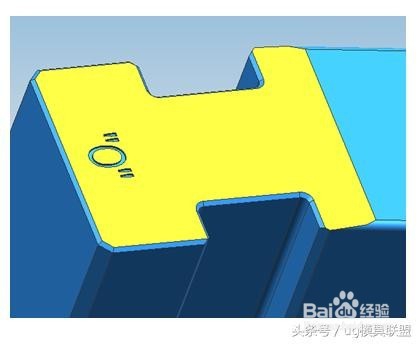
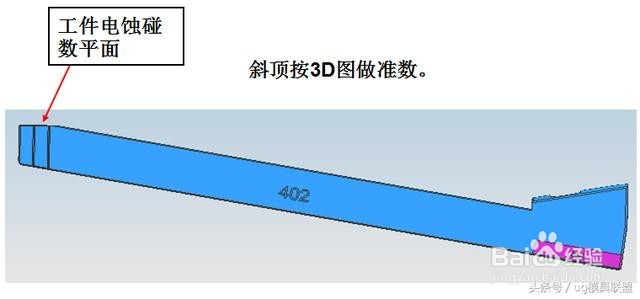
4、“7”字形斜顶此黄色平位仅用于火花机加工碰数用。
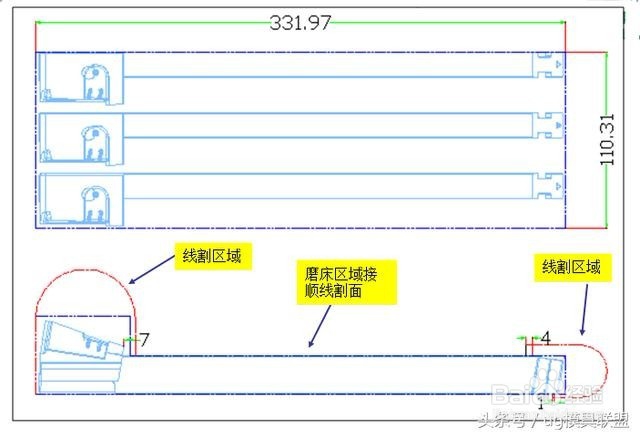
5、设计请取消7字形斜顶的此平位,在斜顶尾部磨平位来做碰数基准。因为斜顶腔加工时需线割两次增加成本。
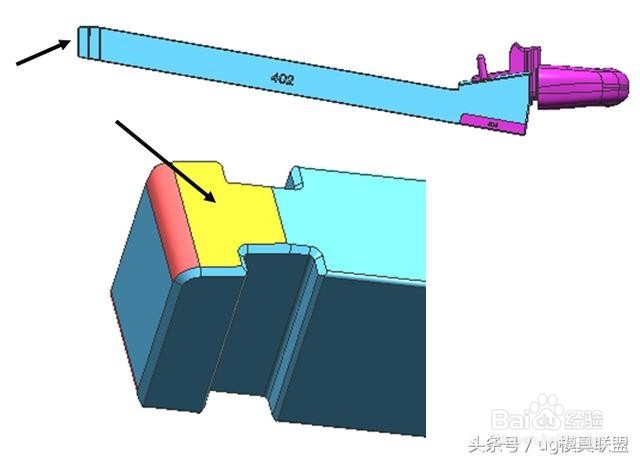
6、但对于右图的斜顶需加“平位”用于配模及封胶和做加工碰数基准面。
7、翔翼斜顶设计制作注意事项:工场篇
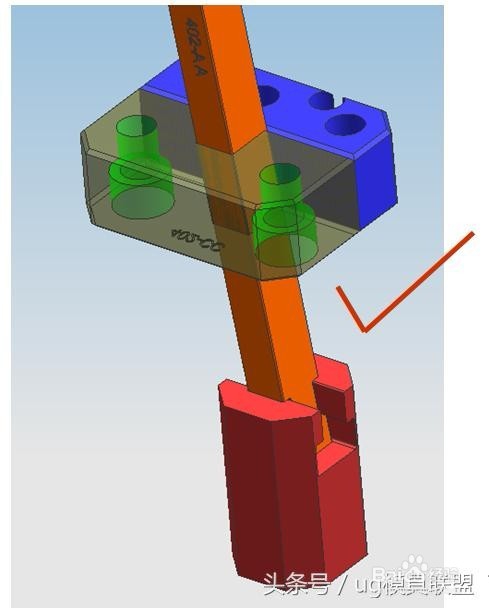
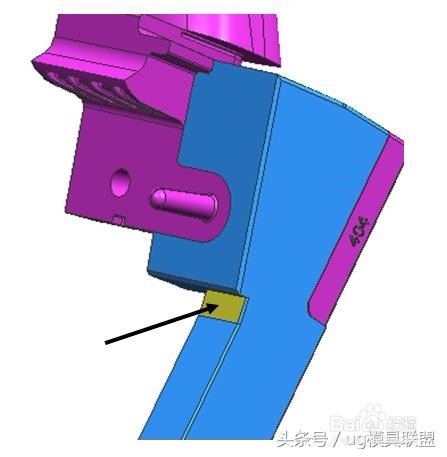
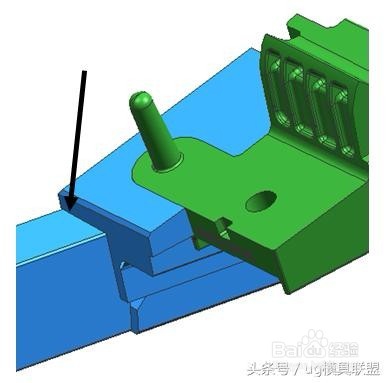
一. 7字形斜顶有“下巴”位来控制斜顶的后退距离的配完模后请将顶针的底部磨去0.1mm
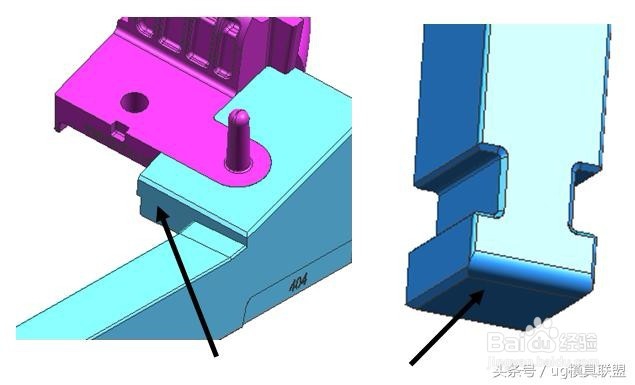
8、二. 左图的斜顶无“下巴”位来控制斜顶的回退距离的,配完模后请将顶针的此面磨去0.1mm
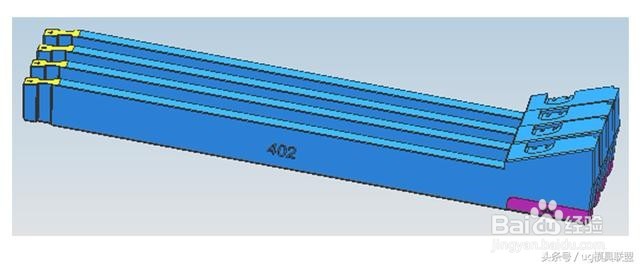
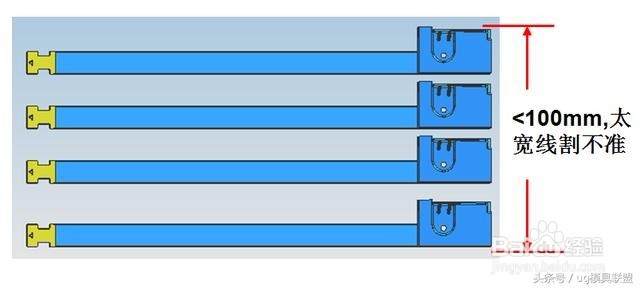
9、. 开料:注意斜顶两端是线割的,开料时需留置单边1~2mm余量,方便线割
10、翔翼斜顶设计制作注意事项:订料篇
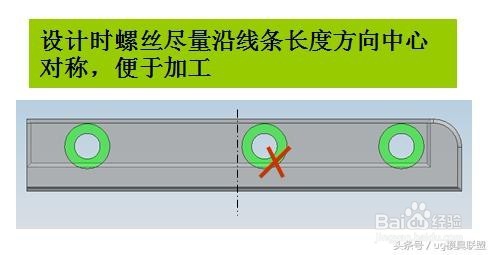
11、斜顶2
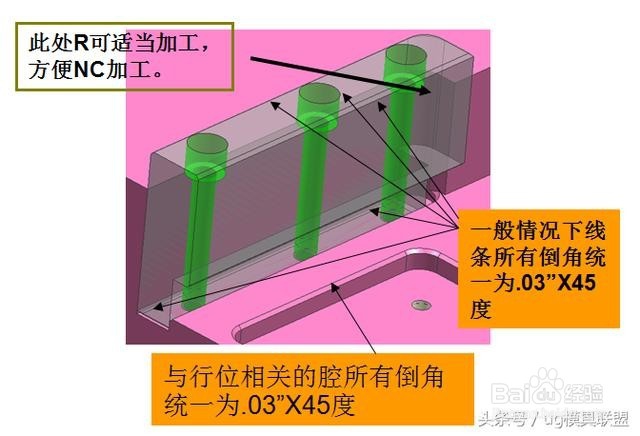
12、工件上非胶位面需倒角,防止刮伤,倒角不用太大,要视工件大小,模具图上倒.02“X45, .03”X45度, .04“X45度斜角,不可有利角。
13、行位线条

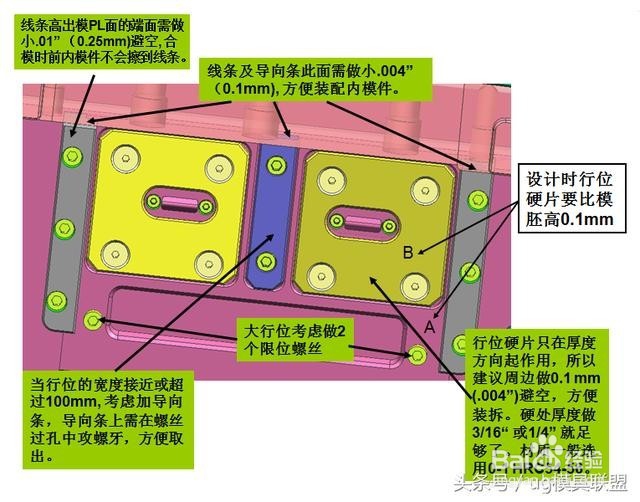
14、为便于工场备料及减少我们订料的工作量,一般情况下线条厚度美制模采用5/8”和3/4“两种厚度,线条螺丝为1/4”和5/16“公制采用:16mm和19mm厚度,螺丝为M6和M8,特殊情况除外。


15、内模倒角
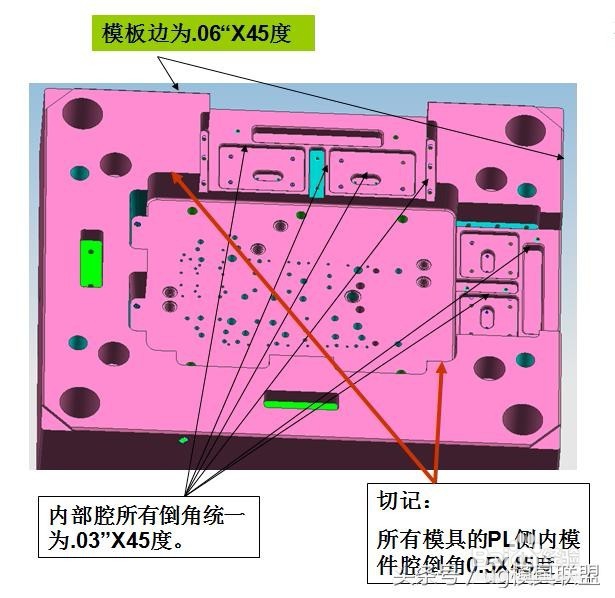
16、切记:所有模具的PL侧内模件腔倒角0.5X45度


17、行位1
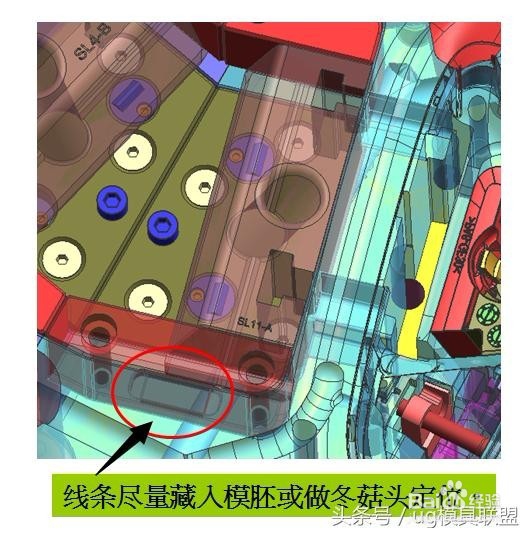
18、线条尽量藏入模胚或做冬菇头定位。

19、行位2

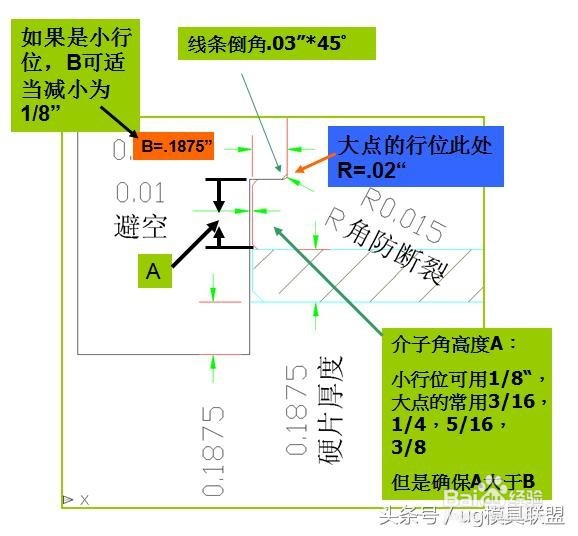
20、行位3
行位导向条宽度为5/8“或3/4”, 导向部分高为1/4“,藏入模板1/4”,螺丝为1/4UNC两个。
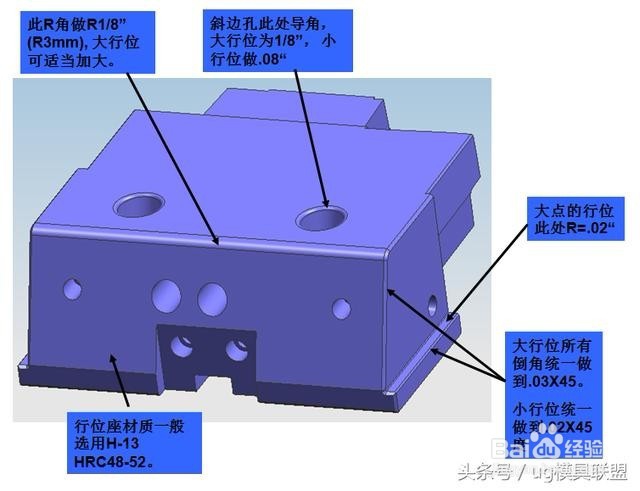
21、行位4
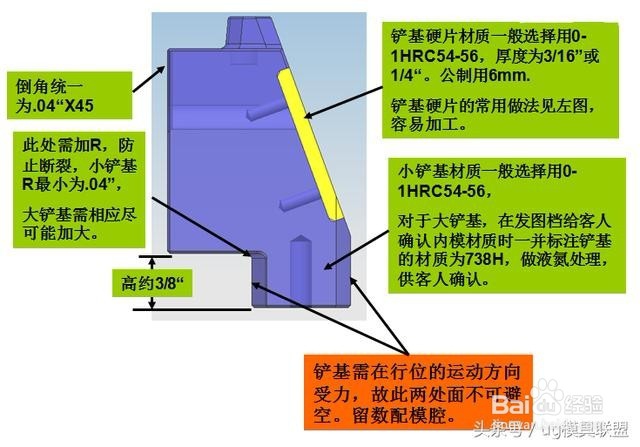
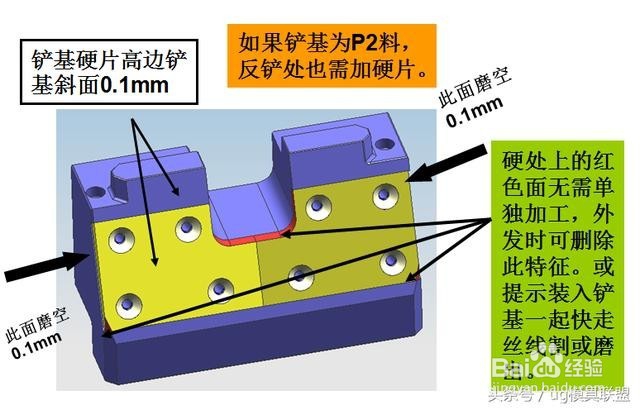
导向条,线条,只需在行位运动的垂直方向起管位作用,沿行位运动方向无需管位,反而需做小小避空方便装拆。材质一般选用0-1 HRC54-56。
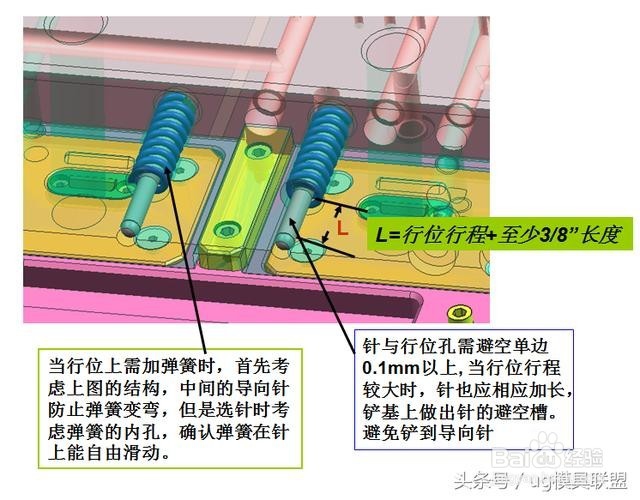
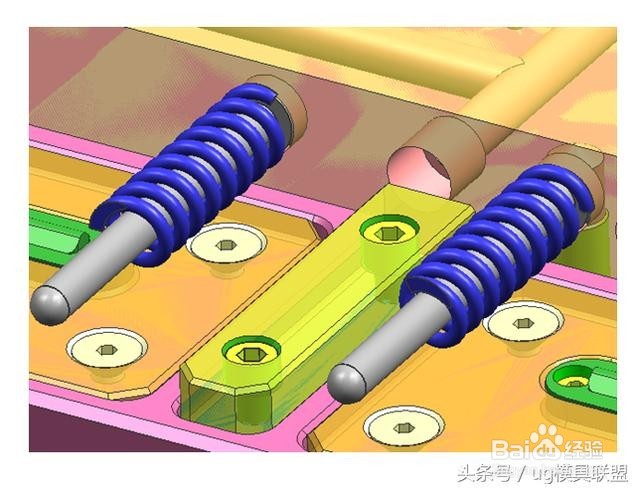
22、行位5
23、行位6
24、行位7
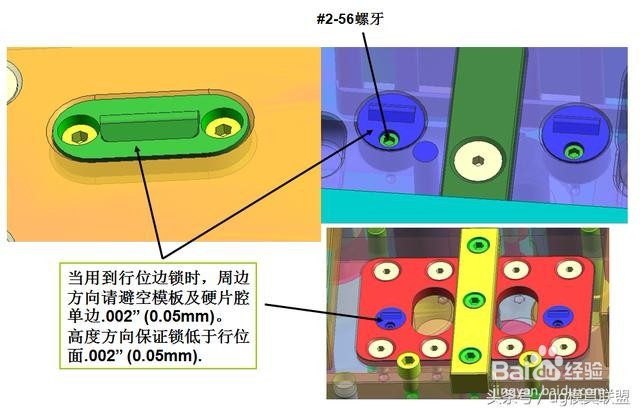
25、行位8